



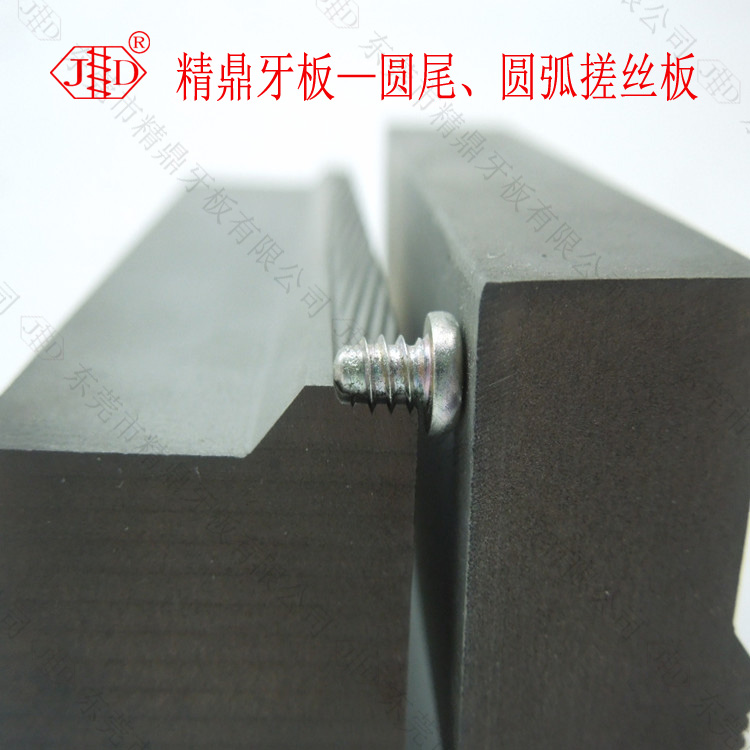
精鼎牙板―圆尾搓丝板、圆弧搓丝板
大朗圆尾搓丝板、圆弧搓牙板/螺丝模具供应―精鼎牙板
M3-24*6圆尾:根据螺纹规格不同划分为机丝牙圆尾、自攻牙圆尾,圆尾(弧)角度可以根据客户要求生产不同角度(R)的圆弧,圆尾螺丝对尾端圆弧角度(R位)及光泽度有严格要求,这就要求搓丝板圆弧位研磨时,R位要求控制很好,砂轮颗粒要细微。圆尾螺丝生产时需注意:(1)毛坯料一般不用束尾(束尾的坯料搓圆尾成型会更加好);(2)毛坯料长度不能太长,一般比牙长长0.1~0.2mm左右;(3)搓丝的速度建议比自攻尖咀要慢些,100PCS/分钟为宜,否则圆尾弧度切削过快,容易造成不光滑、毛刺等现象。
| 上一页:精鼎牙板方牙、梯形轴搓丝板 下一页:精鼎牙板脚轮插杆铆钉、搓宽槽铆钉搓槽板/牙板/搓牙板 | 打印此页 | 收藏此页 | 返回>> |

